SNAPMAKER 2.0
- Grundlegende Bedienung
- Zubehör
- Wechseln der Werkzeuge
- 3D Druck
- Lasergravieren und schneiden
- CNC Fräsen
- Software
- Wartung
- Sicherheitshinweiße
1. Grundlegende Bedienung
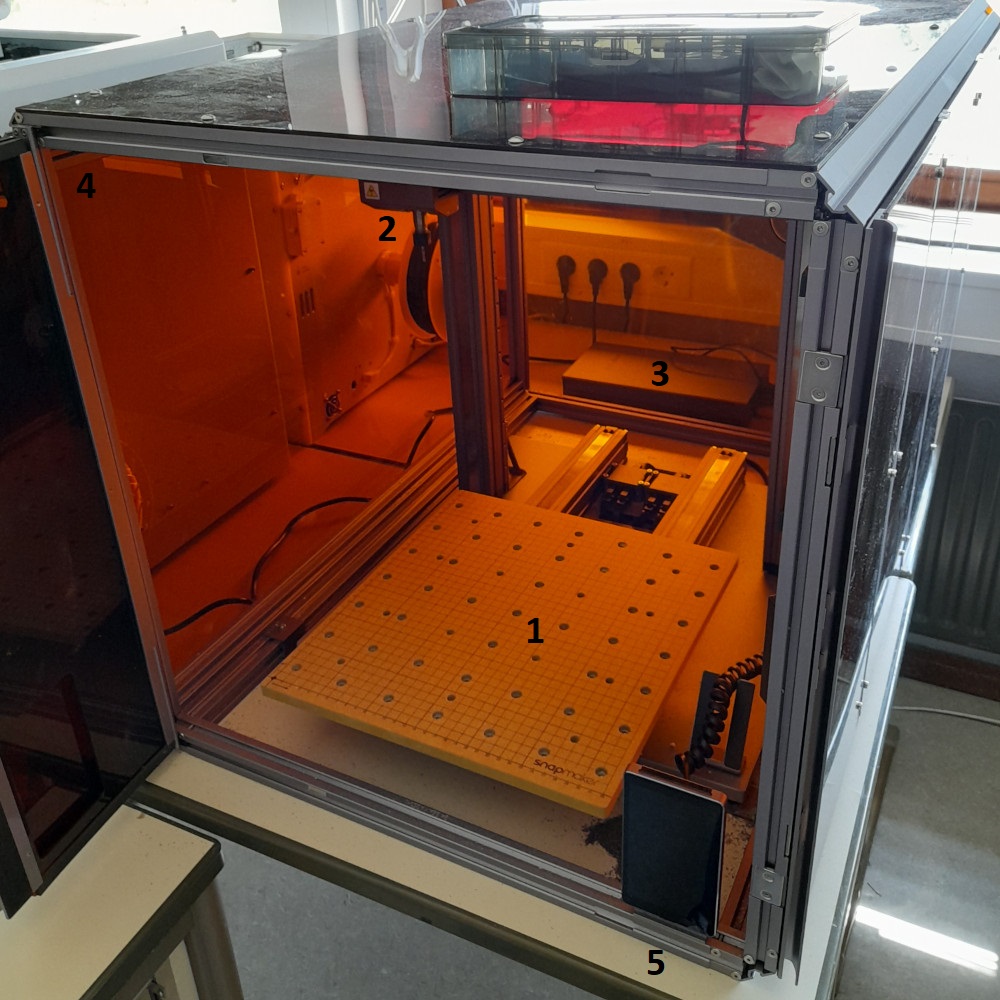
- Arbeitsfläche:
Für den Snapmaker gibt es je nach Anwendungsart drei auswechselbare Arbeitsfläche, zu sehen ist die Platte für die CNC Abreiten. - Werkzeug:
Je nach Anwendungsart lässt sich auch das Arbeitswerkzeug umbauen, zu sehen ist der Bohrkopf der CNC Fräse. - Netzteil:
Hinter dem Snapmaker liegt ein externes Netzteil, welches die Maschine mit Strom versorgt, hier befindet sich auch der Knopf zum anschalten. - Gehäuse:
Das Gehäuse besteht aus einem Aluminiumrahmen und laserfilternden Acrylglasplatten. Das Acrylglas schützt während dem Arbeiten mit dem Laser vor dem gefährlichen Laserstrahl und verhindert das sich Spänen vom Fräsen im ganzen Raum verteilen. Zusätzlich verfügt das Gehäuse über eingebaute LED Streifen welche den Innenraum beleuchten und einen Lüfter mit Abluftschlauch um die beim Laserschneiden entstehenden Gase nach draußen abzusaugen - Display mit Touchpad:
Über das handygroße Display kann der Snapmaker einfach gesteuert werden.
2. Zubehör
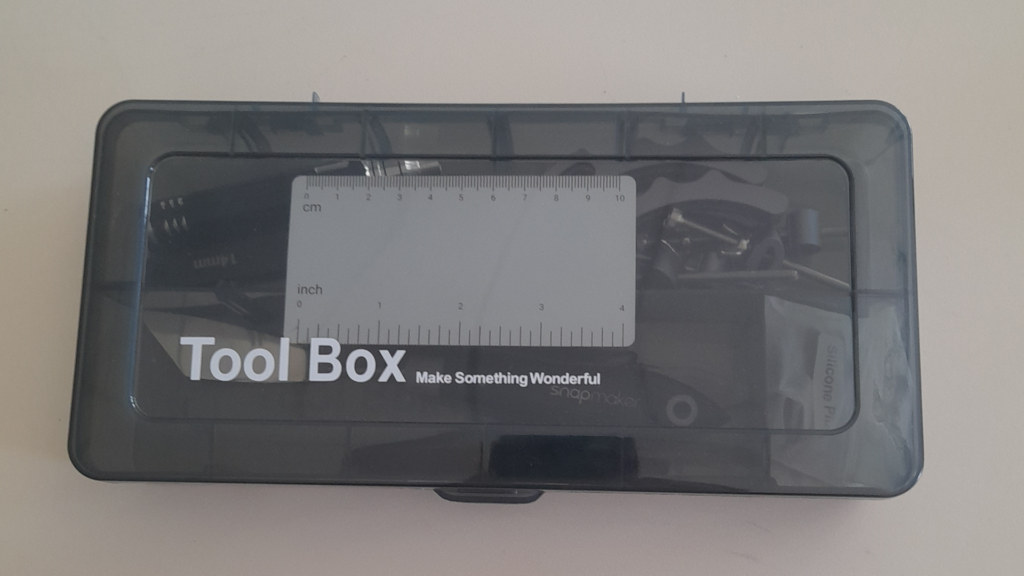
Zur Ausstattung des Snapmakers gehört auch eine Zubehörbox, in welcher sich verschiedene Werkzeuge und Hilfsmittel befinden, um den Snapmaker umzubauen, oder richtig einzustellen. Die Funktionsweise der einzelnen Teile wird im jeweiligen Kapitel erklärt.

- Imbusschraubenzieher
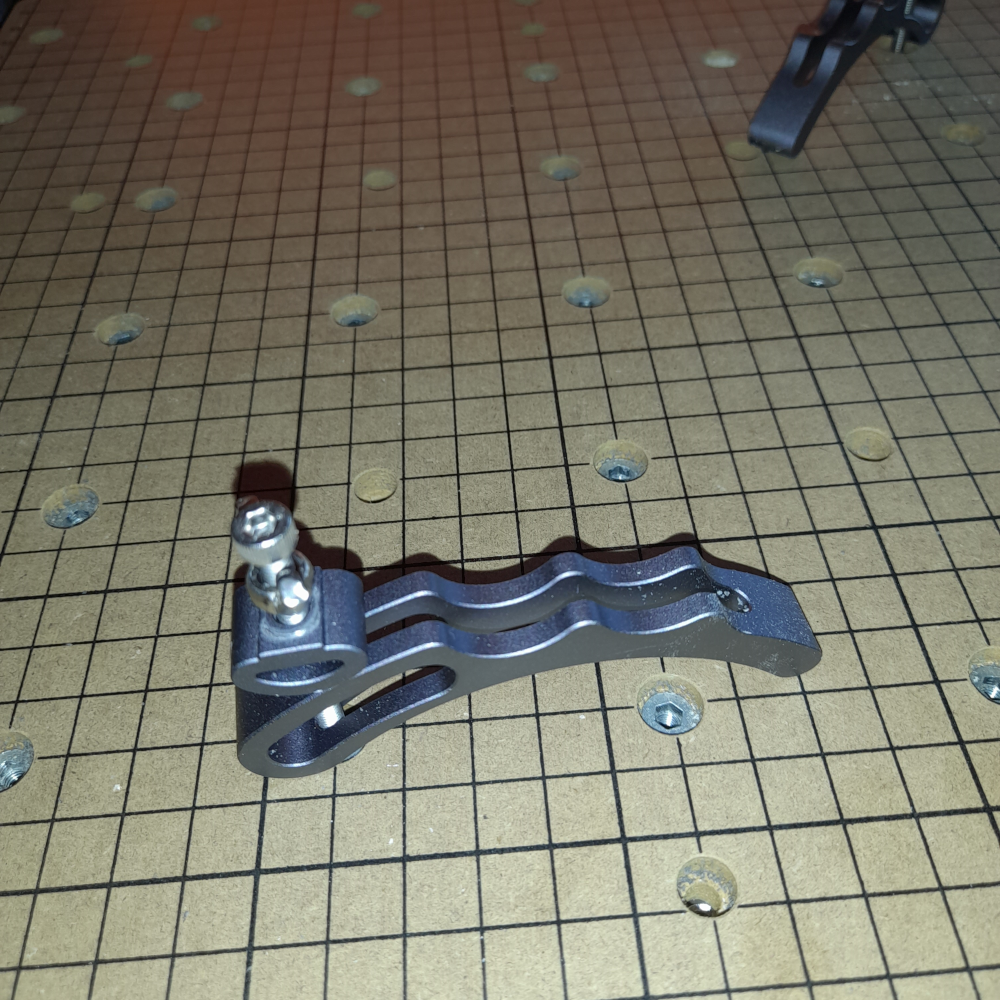
- 4x Befestigungsklemmen
- Silikonstopfen
- Nivellierungskarte
- Schraubenschlüssen
- Spachtel
- Seitenschneider
- Pinzette
- Schrauben
3. Wechseln der Werkzeuge
Für den Snapmaker stehen dir insgesamt drei verschiedene Werkzeugköpfe zur Auswahl.

- 3D Druckkopf:
Der 3D Druckkopf besteht aus einem Extruder, welches das Material fördert und einem Hotend, welches das Plastik erhitzt und dann mit der Düse auf die Arbeitsfläche aufträgt. - Laserkopf:
Der Laserkopf besteht aus einem 1.6W Laser und einer Kamera, welches die Werkstücke automatisch erkennen kann. - CNC Fräse:
Die CNC Fräse besteht aus einer 50W Spindel, in welche verschiedene Bits eingesetzt werden können
Je nach Werkzeugkopf gibt es auch drei verschiedene Arbeitsflächen
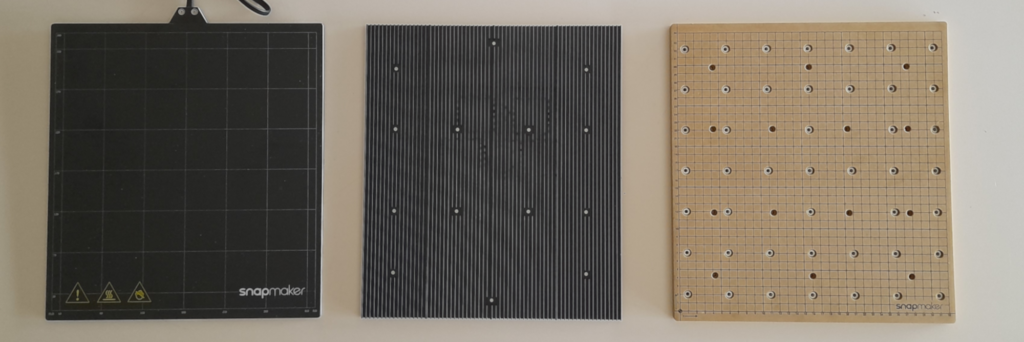
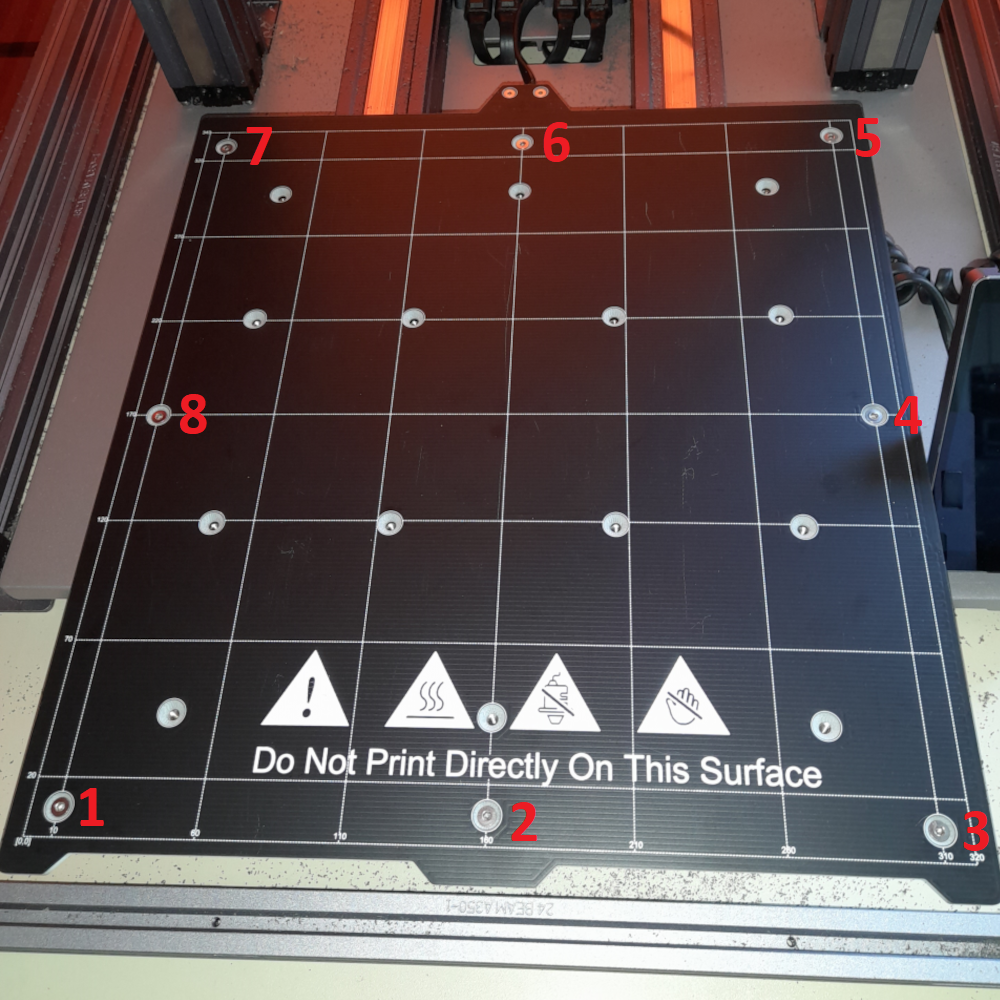
- 3D Druckoberfläche:
Die 3D Druckfläche besteht aus zwei Teilen, einer stabilem Platte, welche auf bis zu 80°C erhitzt werden kann und einer biegbaren Druckoberfläche - Laseroberfläche:
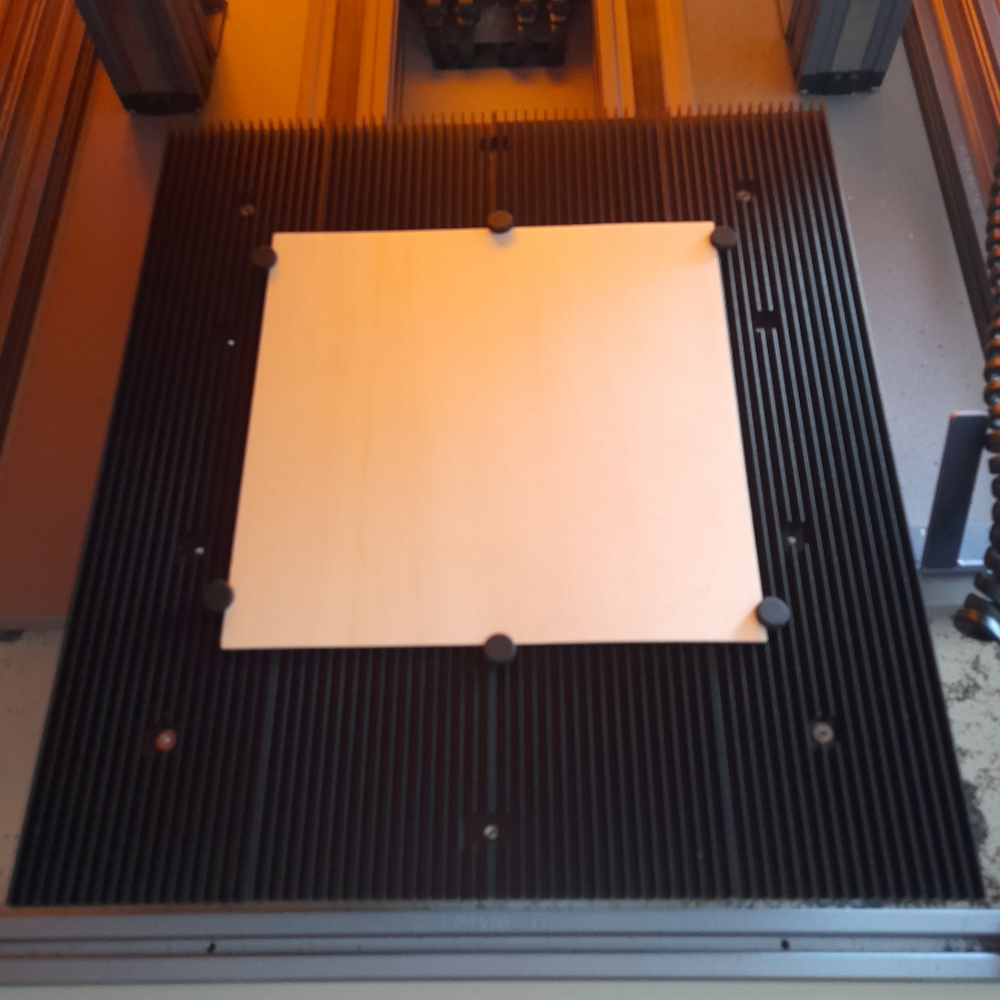
Die Laserfläche besteht aus vier Metallteilen, welche nebeneinander im Snapmaker eingabeut werden. - CNC Oberfläche:
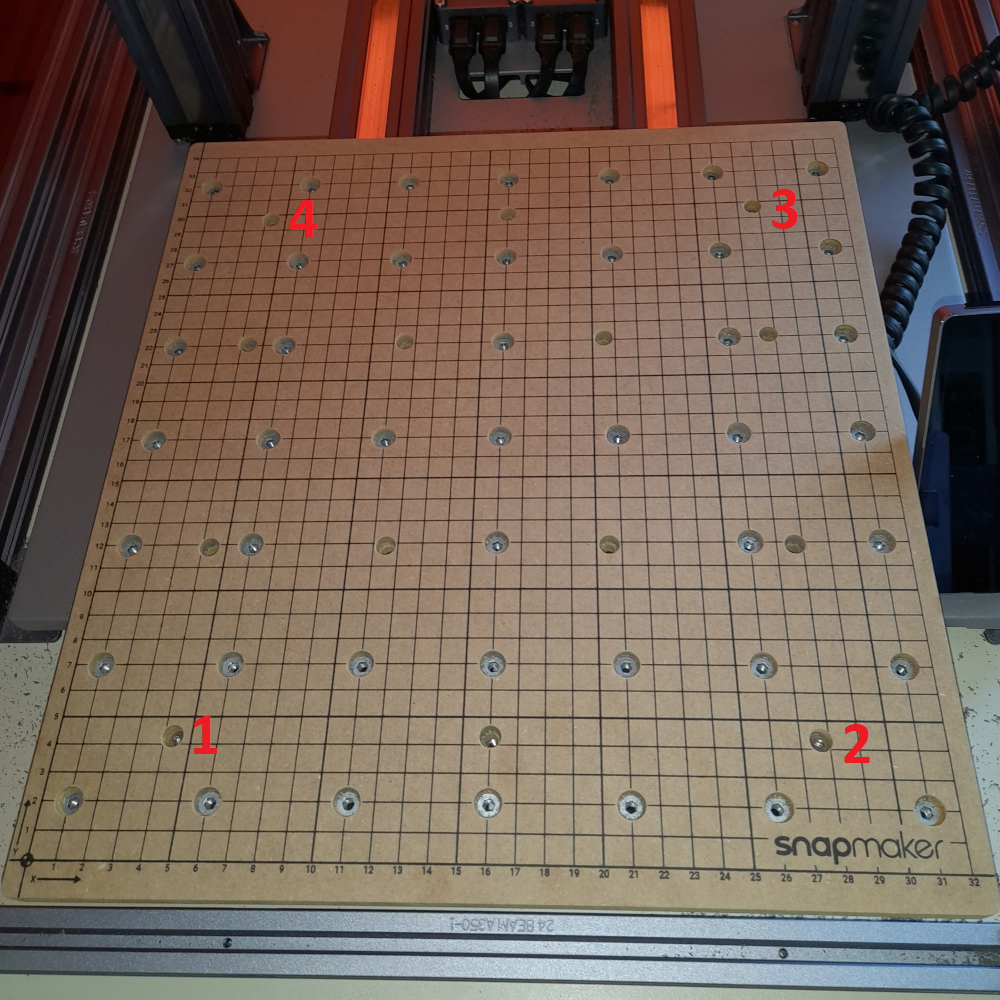
Die CNC Oberfläche ist eine Holzbrett mit vielen Muttern, in welche dann die Befestigungsklemmen eingeschraubt werden können.
Wenn du die Werkzeuge oder Arbeitsoberfläche wechseln willst ist es wichtig, damit du zuerst den Strom am Netzteil abschaltest.
Drehe nun mit dem Imbusschraubenzieher die Schrauben aus der Arbeitsoberfläche, ziehe dann das Kabel aus dem Werkzeugkopf und demontiere dieses über die vier Schrauben auf der Rückseite ebenfalls. Falls das 3D Druckbett eingebaut ist musst du zuerst die biegbare Druckoberfläche entfernen um an die Schrauben zu kommen.
Lege nun die neue Arbeitsoberfläche in den Snapmaker ein und sichere diese mit mit den Schrauben.
Du musst nicht alle Schauben verwenden, jedoch solltest du dich an folgende Angaben halten:
- 3D Druckoberfläche:
Benutze mindestens die acht äußeren Schrauben, da der Snapmaker sonst beim Kalibrieren des Druckbetts dieses nicht erkennt und dann mit der Düse das Druckbett und evtl. auch weitere Teile durch die starken Schrittmotoren beschädigt. Diese sollten jedoch auch nicht zu stark angezogen werden, da sich sonst die Platte in der Mitte nach oben biegt. Wenn dies verhindert werden soll, empfiehlt es sich auch die vier Schrauben in der Mitte zu benutzen und diese gleichmäßig, aber auch nicht zu fest anzuziehen - Laseroberfläche:
Je Metallteil sollten die zwei mittleren Schrauben benutzt werden. - CNC Oberfläche:
Es reicht die vier Schrauben in den Ecken zu benutzen, wenn jedoch viel seitliche Kraft aufgebracht wird (z.B. beim Fräsen von Aluminium) empfiehlt es sich mehr Schrauben zu benutzen und diese dann gleichmäßig, aber auch nicht zu fest anzuziehen.
3D Druck:
Denke daran die biegbare Druckoberfläche aufzulegen, da auf keinen Fall direkt auf die Heizplatte gedruckt werden darf. Zudem musst du das Kabel von der Heizplatte in den dafür vorgesehenen Anschluss an der Seite des Snapmakers stecken.

Laser:
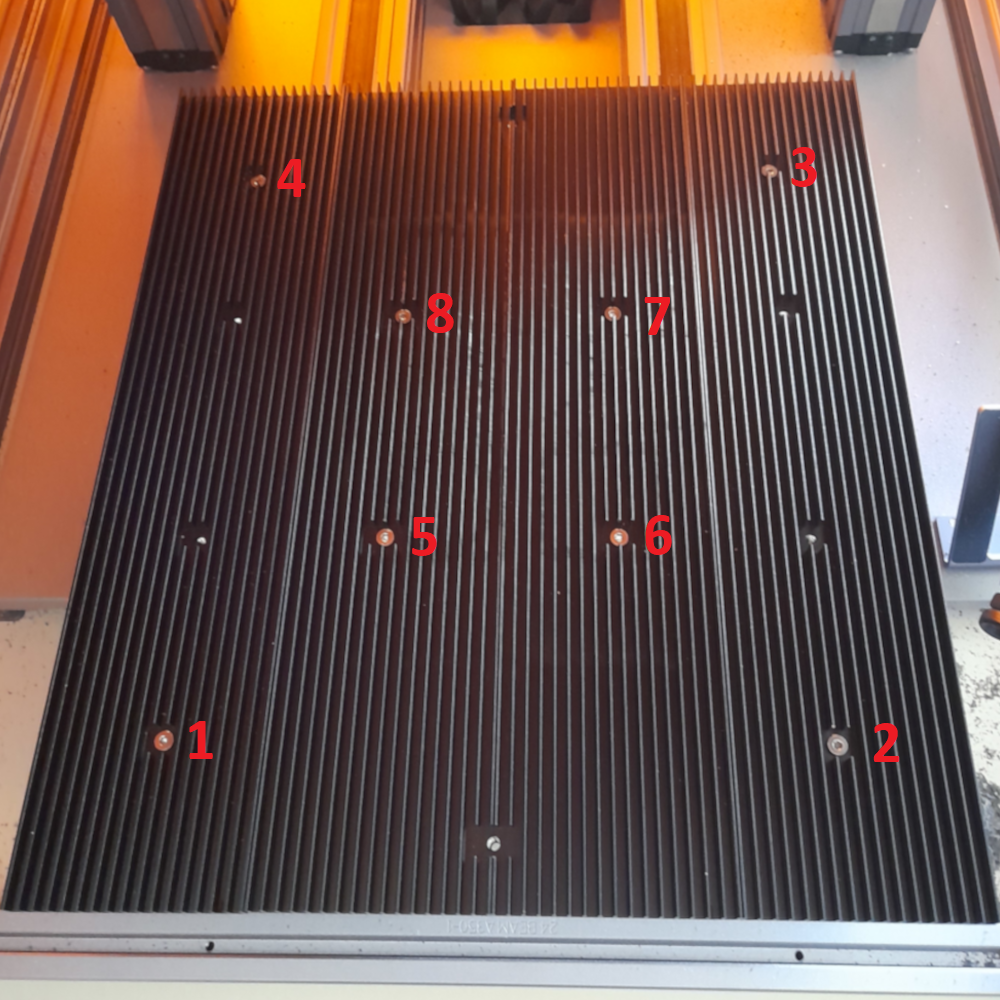
Achte beim Montieren der Äußeren zwei Teile, dass diese richtigherum aufgelegt sind. Nach außen müssen acht und nach innen nur sieben durchgängige Finnen zeigen.
CNC Fräse:
Wenn du nun die Arbeitsfläche montiert hast, kannst du auch den Werkzeugkopf anbringen. Dieser wird an der X-Achse mit vier Schrauben wie auf den Bildern zu sehen montiert.
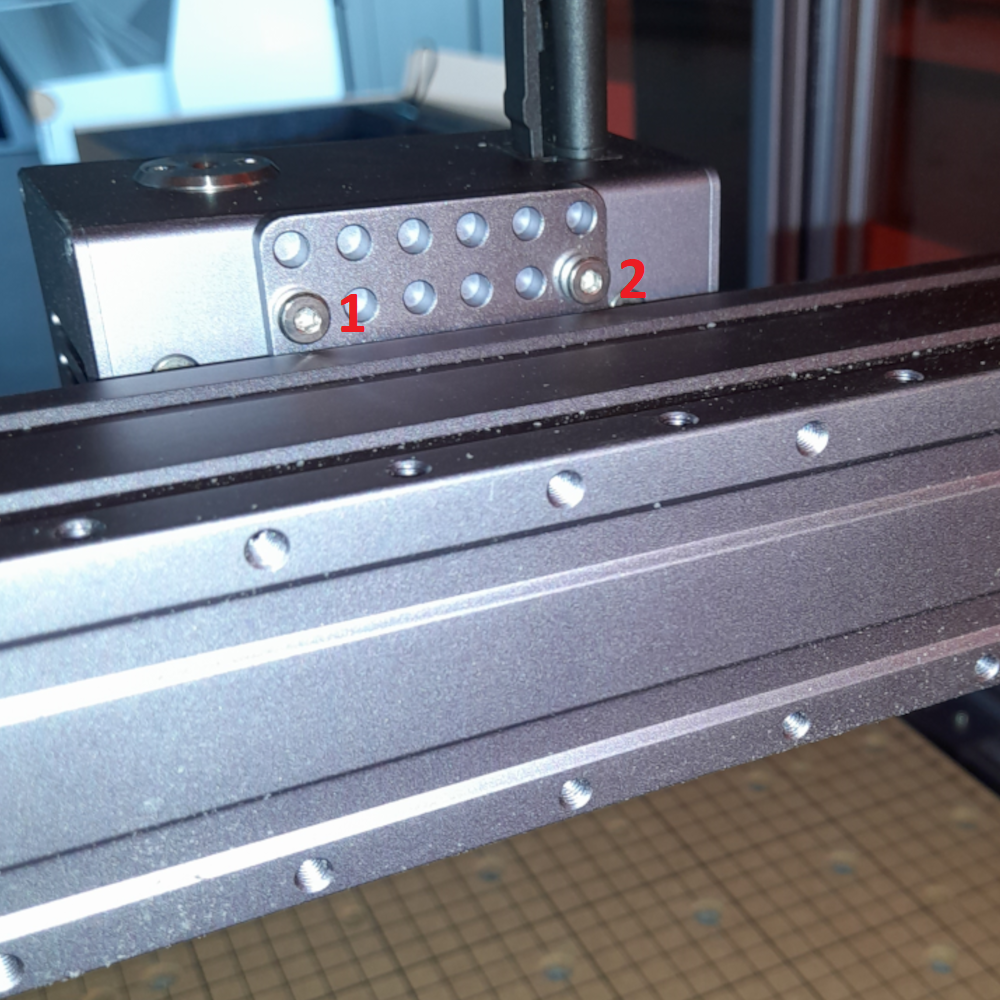

Zum Schluss muss nur noch das Kabel an den Werkzeugkopf angeschlossen werden. Damit ist der Umbau des Werkzeugs abgeschlossen.
Um mit dem Snapmaker drucken zu können benötigst du eine Rolle Filament mit 1.75mm Durchmesser, diese hängst du hinten, oben, links, außerhalb des Gehäuses auf die dafür vorgesehene Halterung und führst dann das Filament über das kleine Loch im Gehäuse in dieses ein.

Jetzt musst du vorne am Extruder den kleinen Verschluss nach links schieben, woraufhin sich der Extruder öffnet.
Nun wird das Filament von oben in den Extruder gesteckt und dann am Zahnrad vorbei in das Loch geführt, wenn das Filament im Extruder ist kann die Klappe wieder zu gemacht werden. Dabei muss der Verschluss links sein und dann nach rechts geschoben werden, bis dieser einrastet.
Jetzt kannst du im Menü des Snapmakers Filament laden auswählen, wodurch der Extruder das Filament bis zur Düse befördert.
5. Lasergravieren und schneiden

Sicherheitshinweis:
Wenn du mit dem Laser arbeitest muss das Gehäuse immer geschlossen sein, sonst schaltet sich der Laser automatisch ab.
Beim Lasern entstehen giftige Gase, damit diese nicht in den Raum gelangen muss der Abluftschlauch aus dem Fenster gelegt und der Lüfter angeschaltet werden. Der Lüfter kann über das Touchpad aktiviert werden, wische dazu im Startmenu einmal nach links, wähle „Enclosure“ und dann „Exhaust Fan“ aus, wenn das Symbol blau umrandet ist, ist der Lüfter aktiv.
Warte nach Beendigung des Laservorgang auch noch 1 – 2min bevor du das Gehäuse öffnest, sodass die Gase abgepumpt werden können.
Der 1.6W Laser des Snapmakers eignet sich hervorragend zum Gravieren von Oberfläche, oder Schneiden von dünnen Materialien. Folgende Materialien können gut bearbeitet werden:
Gravieren:
- Sperrholz
- MDF
- Karton
- Leder
- Kork
- farbiges Acryl
- Stein
Schneiden:
- Papier
- Sperrholz (max. 2,8mm, 120mm/m, 4 Durchgänge)
- Karton (max. 4mm, 120mm/m, 3 Durchgänge)
- Leder (max. 0,6mm, 300mm/m, 2 Durchgänge)
- farbiges Acryl (max. 2mm, 40mm/m, 3 Durchgänge)
Durchsichtiges Acryl, oder auch Aluminium können nicht graviert, oder geschnitten werden, da diese den Laser durchlassen bzw. reflektieren.
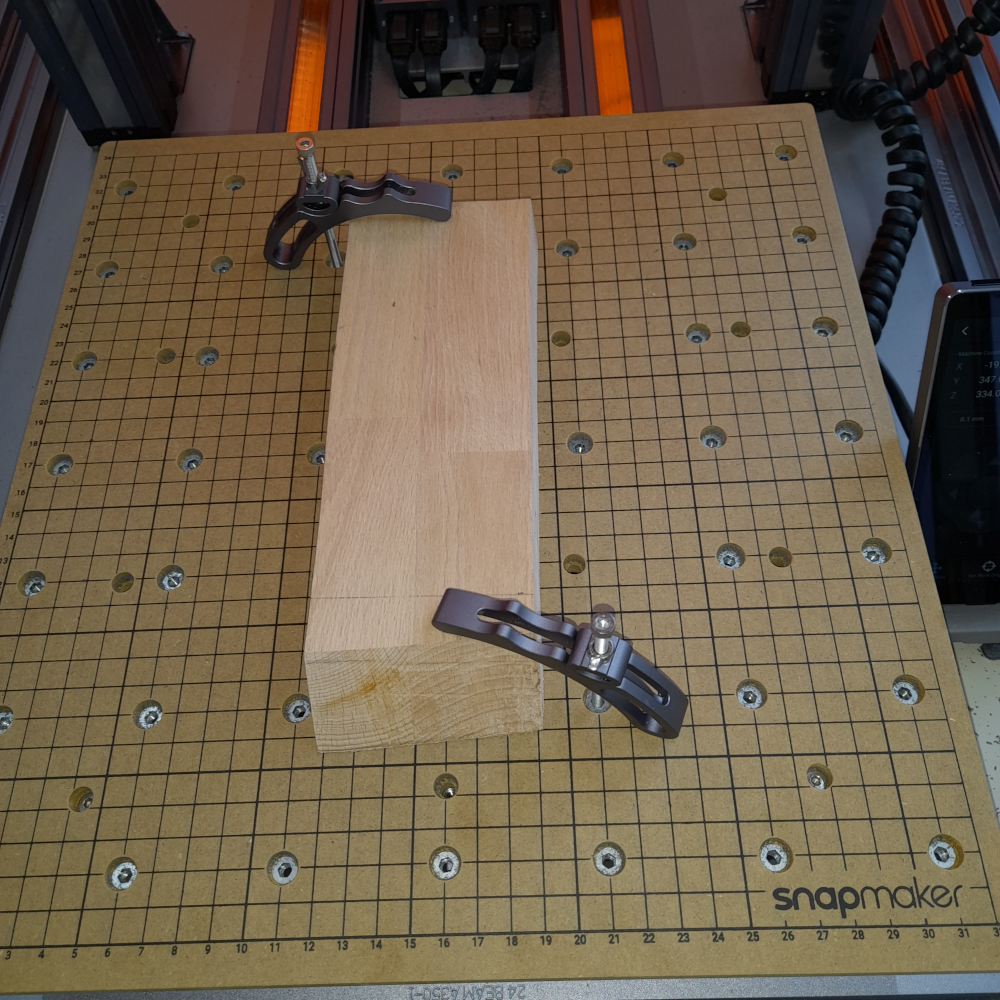
Wenn du nur die Oberfläche des Werkstücks gravieren willst, kann auch die CNC Oberfläche benutzt werden um das Werksstück zu fixieren, da so auch dickere Stücke gut befestigt werden können. Es muss jedoch besonders darauf geachtet werden, dass der Laser nicht über das Werkstück hinausfährt.
Achte darauf, dass du die Schrauben relativ weit in die CNC Oberfläche drehst, damit die X-Achse des Snapmakers später nicht mit diesen kollidiert. Die Schrauben dürfen aber auch nicht zu weit reingedreht werden, da diese sonst unter der Oberfläche die Y-Achse des Snapmakers beschädigen können.
Wenn das Werkstück durchgeschnitten werden soll, muss die Laseroberfläche benutzt werden.
Das Werkstück wird auf dieser mit Hilfe der Silikonstopfen befestigt.

Zuerst musst du einen Bit in die Spindel einbauen.
Drehe zuerst den Plastikverschluss der Spindel mit der Hand so weit auf, dass der Bit in das Spannfutter passt. Falls du den Bit tauschen willst, drehe den Verschluss
mit den zwei Schraubenschlüssel auf, mit dem 14mm Schraubschlüssel hältst du den Aluminiumschaft fest und drehst dann mit dem 17mm Schraubschlüssel den Verschluss auf. Danach steckst du den neuen Bit etwa 2cm in das Spannfutter und drehst den Verschluss mit den Schraubschlüssel wieder fest zu.
Mit der 50 Watt Spindel des Snapmakers lassen sich sowohl weiche als auch harte Hölzer, oder auch Akryl gut bearbeiten, Aluminium und Metalle sind jedoch zu hart.
Je nach Material kannst du unterschiedliche Stepdownwerte (Angabe in mm, wie weit der Fräskopf pro Durchgang nach unten fährt) und Fräsgeschwindigkeiten benutzen, prinzipiell gilt:
Je größer die Werte, desto schneller fräst die Maschine, aber auch schlechter wird die Qualität.
Wenn du die Werte zu groß wählst kann es auch passieren, dass der Bit das Material nicht so schnell genug abtragen kann, wie er bewegt wird, dies kann dazu früheren, dass der Bohrer verbiegt, abbricht, oder sogar die Spindel oder den Snapmaker beschädigt.
Die hier angegebenen Werte sind ein gutes Mittelmaß zwischen benötigter Zeit und Qualität:
- Holz (Janka Härte > 1000) 0.5mm, 420mm/min
- Holz (Janka Härte < 1000) 1mm, 720mm/min
- Akryl 0.5mm, 600mm/min
- Jade 0.2mm, 240mm/min
- Kohlefaser 0.5mm, 420mm/min
Die Janka Härte ist die Härte des Holzes, in dieser Tabelle findest du Werte für alle gängigen Holzarten.
Je nach dem was du mit dem Snapmaker fräsen willst gibt es auch unterschiedliche Bits.
Ein Flat End Mill (Bit mit flachem Ende) eignet sich zum Ausschneiden eines Modells, oder um eine kleine Oberfläche flach ab-, oder auszufräsen.
Wenn du größere Flächen begradigen willst eignet sich ein Surface Mill (Bit mit großer flacher Fläche).
Um Text in das Werksstück zu fräsen eignen sich carving Milling, oder auch V End Mill Bits, diese haben eine Spitze und fräsen daher nur einen kleinen Spalt in das Werksstück.
Wenn du dein Werksstück abrunden willst, wird ein Ball End Mill (Bit mit rundem Ende) benötigt.
Starte den Snapmaker.
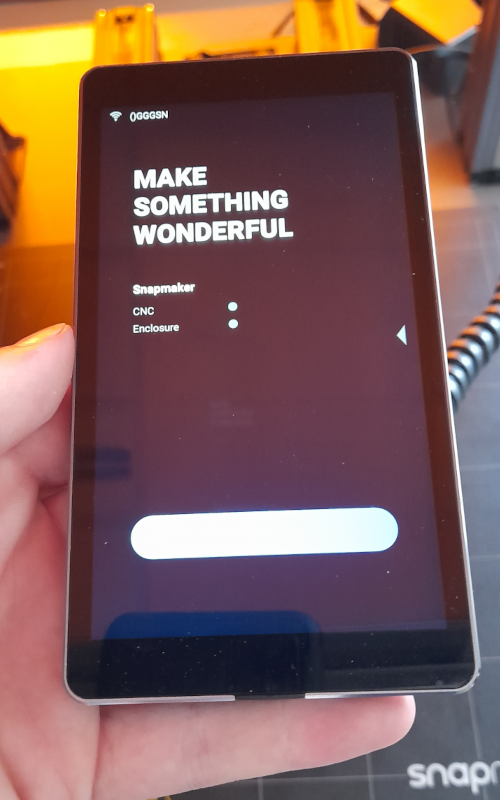
Auf dem Display bekommst du nun links oben angezeigt, dass der Snapmaker mit dem Internet verbunden ist und und in der Mitte siehst du, dass gerade das CNC verbaut ist und das Gehäuse angeschlossen ist.
Wische mit einem Finger nach links um ins Menu zu kommen.

Im Menu gibt es nun fünf verschiedene Einstellungen zur Auswahl.
1. Files

Wenn du einen USB-Stick in den Snapmaker gesteckt hast kannst du hier die Datei auswählen, welche du benutzen willst.
2. Calibration
Bevor du mit dem Laserschneiden oder 3D Drucken anfangen kannst, musst du den Snapmaker kalibrieren. Beim 3D Druck reicht es jedoch aus, nur nach einem Arbeitsflächenwechsel den Snapmaker zu kalibrieren.
3D Druck:
Wichtig: Alle acht äußeren Schrauben des Druckbetts müssen benutzt werden, sonst beschädigt der Snapmaker die Druckoberfläche.
Jetzt kannst du auf Start drücken.
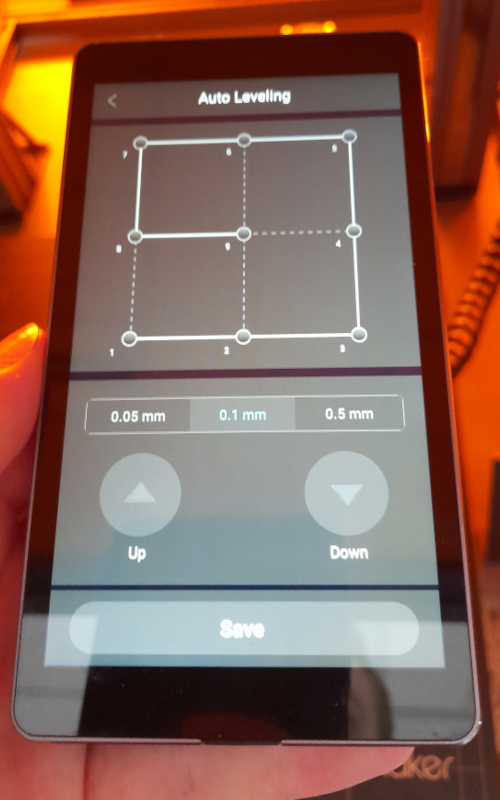
Der 3D Druckkopf fährt jetzt automatisch die acht äußeren Punkt des Druckbetts ab und misst den Abstand des Druckbetts. Den neunten Punkt musst du zum Schluss manuell mit einem Blatt Papier einstellen. Bewege hierzu ein Blatt Papier, oder die Snapmaker Karte unter der Nozzle durch und drücke dabei auf die Down Taste bis du einen leichten Widerstand beim bewegen des Papier feststellst. Denke daran, dass du auch hier wieder einstellen kannst, wie weit sich die Nozzle pro Knopfdruck bewegt.
Laser:
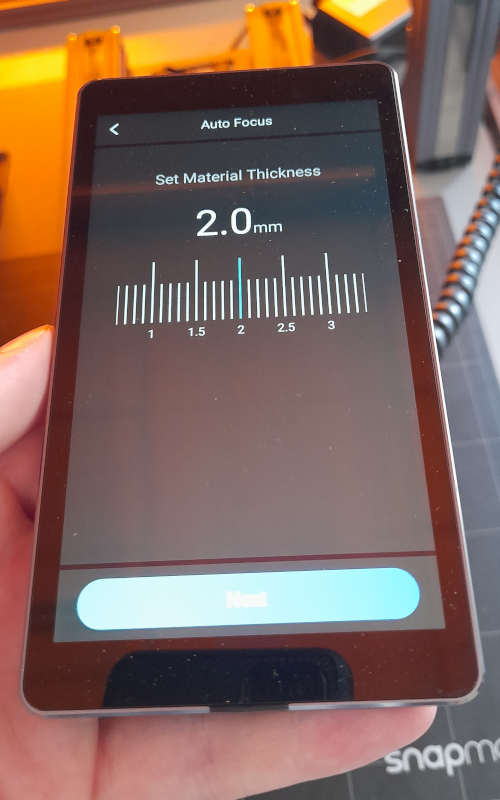
Um den Laser zu kalibrieren musst du die Höhe deines Werksstücks angeben, drücke danach auf Start.
Jetzt muss die genau wie beim Kalibrieren der 3D Druckoberfläche so lange den Laser nach unten fahren bis du einen kleinen Widerstand am Papier spürst.
3. Enclosure
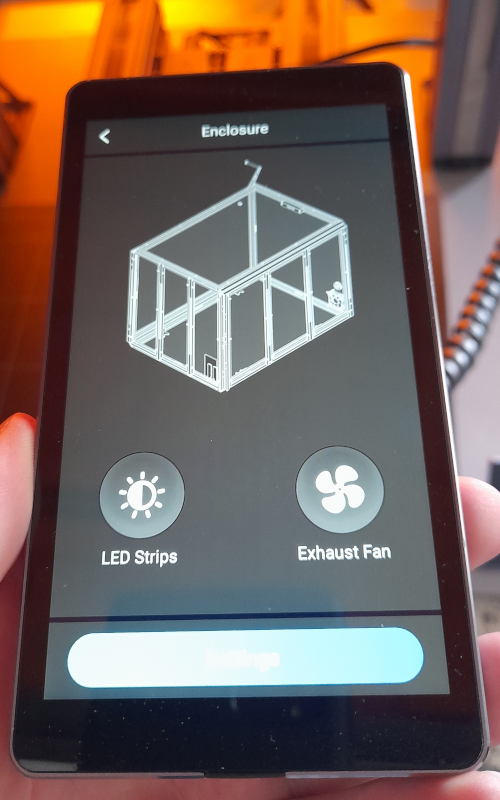
Hier kannst du die LED Beleuchtung und den Lüfter im Gehäuse ein- und ausschalten. Wenn du auf Settings drückst kannst auch Einstellen, wann die Beleuchtung angehen soll
4. Control
Der Controlbereich unterscheidet sich je nach Werkzeugkopf leicht, die Grundfunktionen sind jedoch immer die gleichen. Wenn du auf Contol klickst musst der Snapmaker immer zuerst gehomet werden, die bedeutet, dass der Werkzugkopf nach links oben und die Arbeitsoberfläche nach vorne fährt. Jetzt ist der Snapmaker in der Nullposition.

Mit den Pfeiltasten kannst du nun den Werkzeugkopf und die Arbeitsoberfläche bewegen. Mit den vier Tasten links kannst du die Arbeitsoberfläche nach hinten und vorne bzw. den Werkzeugkopf nach rechts und links fahren. Mit den beiden Pfeiltasten rechts kannst du den Werkzeugkopf nach oben und unten bewegen. Über die Einstellung 0.1mm, 1mm und 10mm lässt sich festlegen wie weit der Snapmaker die Achse pro Knopfdruck bewegt, so kann eine Achse schnell, aber auch genau gesteuert werden. Durch drücken des Home Knopfes rechts oben fährt der Snapmaker wieder auf die Nullposition. Beim Laser steht dir der Z Offset nicht zur Verfügung, da du diesen über Calibration festlegst.
3D-Druck:

Hier kannst du die Temperatur der Düse einstellen und Filament laden bzw. entladen. Hierbei bewegt der Extruder das Filament ein Stück in die entsprechende Richtung. Für PLA beträgt die Hotendtemperatur meist 190 – 220°C.

Hier kannst du die Temperatur des Druckbetts einstellen. Für PLA beträgt diese meist 50 – 60°C.
Laser und CNC Fräse:
Beim Laserschneiden und CNC Fräsen musst du noch einen Ursprungspunkt auswählen. Dieser kann entweder an einer der Ecken deines Werkstücks, oder auch in der Mitte liegen, je nach dem was du in Luban eingestellt hast.
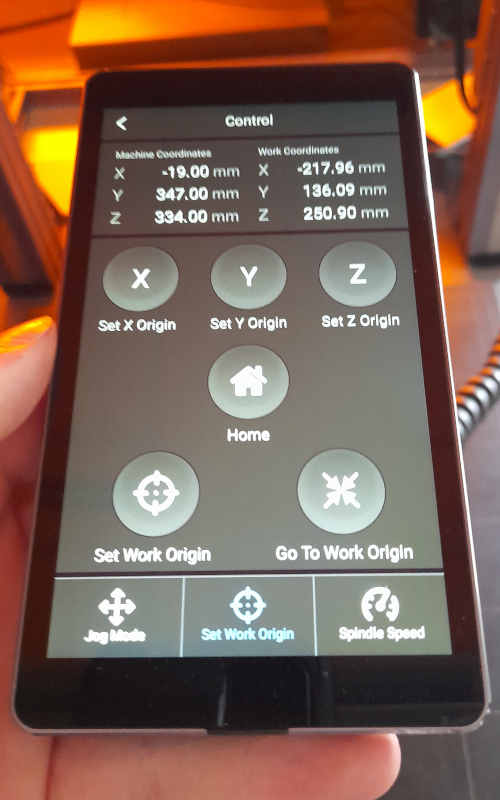
Nachdem du den Werkzeugkopf mit den Pfeiltasten bei Jog Mode an die gewünschte Position gefahren hast kannst du hier die Position mit Set Work Origin als Ursprungspunkt festlegen. Wenn du Home drückst fährt der Werkzeugkopf wieder an den Nullpunkt und bei Go To Work Origin an den Ursprungspunkt, insofern zuvor einer festgelegt wurde. Mit Set X, Y, Z Origin kannst du auch nur die Ursprungskoordinate einer Achse festlegen, dies kann helfen, wenn du einen speziellen Punkt als Ursprung brauchst.

Wenn du das Lasermodul verbaut hast kannst du den Laser auch manuell aktivieren, dies ist aber nicht zu empfehlen, da der Laserstrahl sehr viel Energie hat, wenn dieser nicht über das Werksstück bewegt wird, kann auch das Werkstück zum brennen bringen.
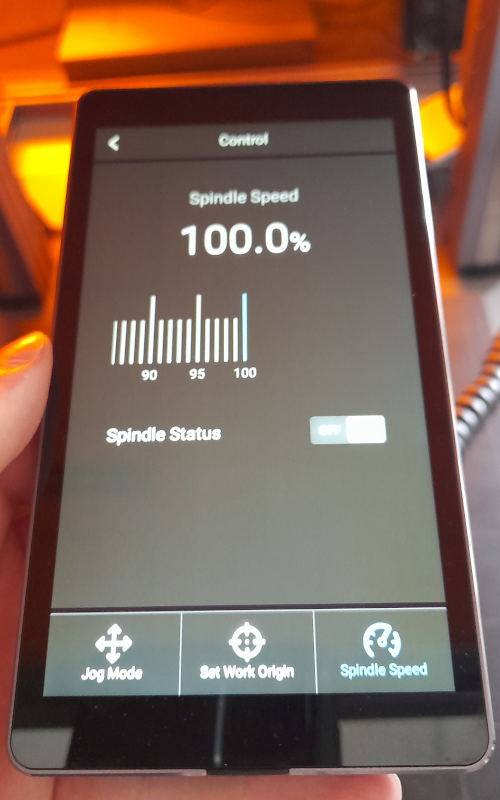
Wenn du die CNC Fräse verbaut hast kannst du die Spindel auch manuell ein und ausschalten, somit kannst du auch ziemlich einfach Löcher bohren ohne dafür extra eine Datei zu benötigen.
5. Settings
Hier findest du wichtige Infos zum Drucker, wie z.B. die IP-Adresse, falls du dich über das Internet mit dem Snapmaker verbinden willst.
Da die Linearmodule des Snapmakers geschlossen sind, müssen diese nicht gefettet werden, was das Gerät sehr Wartungsfreundlich macht.
3D-Druck:
Wenn das Filament nicht mehr auf der Druckoberfläche haftet hilft es die Druckoberfläche mit Ethanol oder Isopropanol zu reinigen, da sich vermutlich ein dünner Fettfilm, vom Anlangen der Druckoberfläche, auf der Oberseite gebildet hat.
Wenn noch Druckrückstände auf der Druckoberfläche zu sehen sind, welche sich mit dem Spachtel nicht entfernen lassen, kann man an diesem Punkt ein kleines Rechteck mit zwei bis drei Layer ducken und dieses dann vorsichtig abnehmen, so sollten sich auch die Rückstände von der Druckoberfläche mit ablösen.
CNC-Fräsen:
Nach dem Fräsen solltest du die Frässpänen wegsaugen und die Linearmodule mit einem kleinen Handbesen abkehren, damit sich die Spänen nicht an den Linearmodulen ansammeln und diese dann blockieren.